Gravure
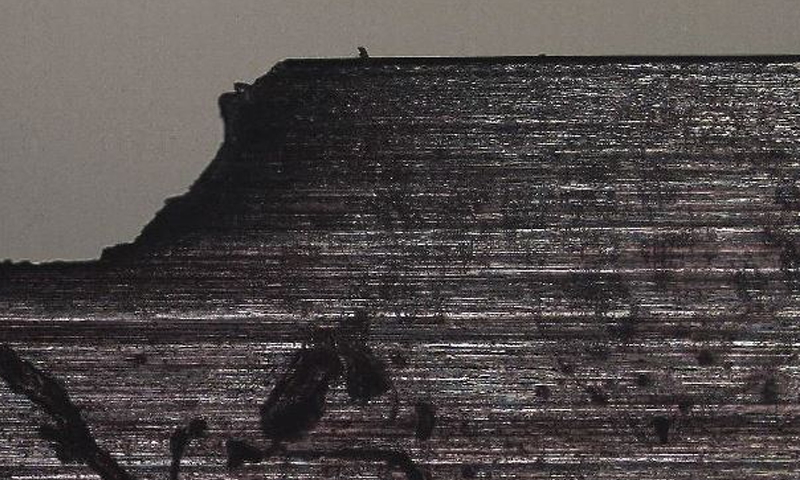
Hazing / Toning
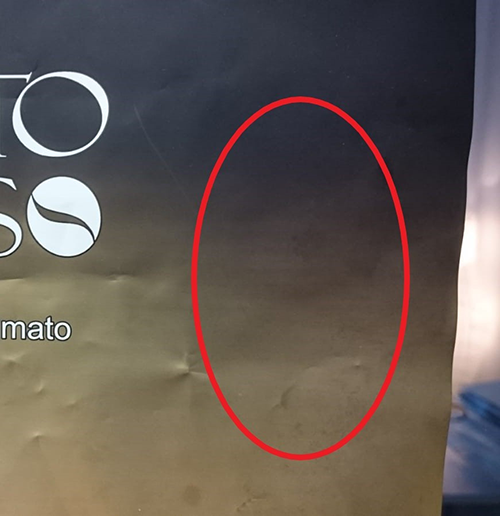
Ink showing in non-engraved areas in various intensity. This could range from a light haze that is barely detectible, to a heavy noticeable ink appearance. Hazing / Toning is the most common printing defect for gravure.

Causes
- Not using a ceramic coated Doctor Blade
- Blade angle too flat
- Ink is not drying fast enough
- Wrong ink viscosity
- Incorrect roughness of the cylinder (Rz)
- Wavy Doctor Blade